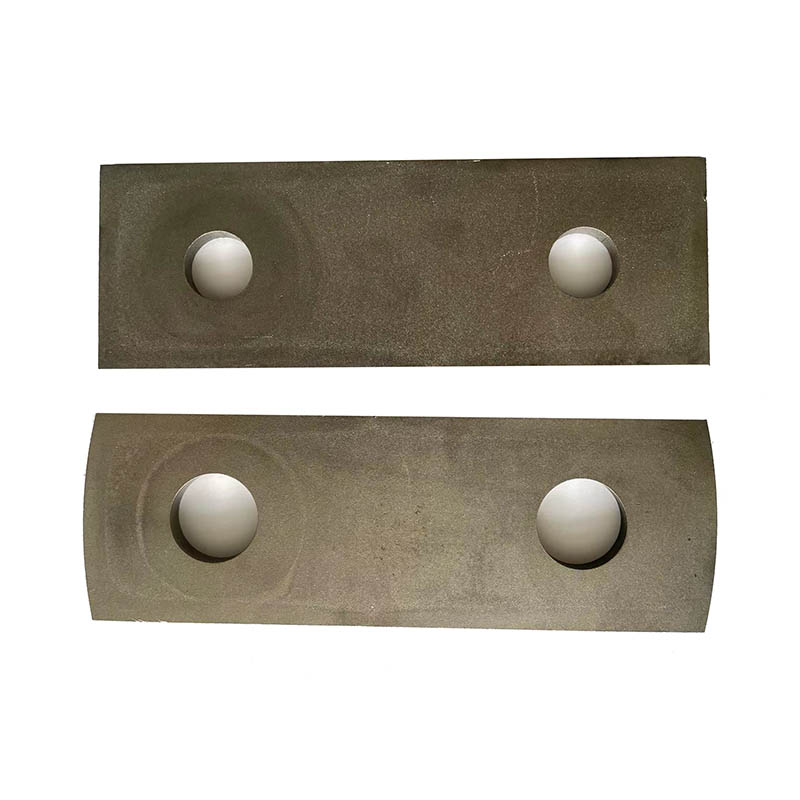
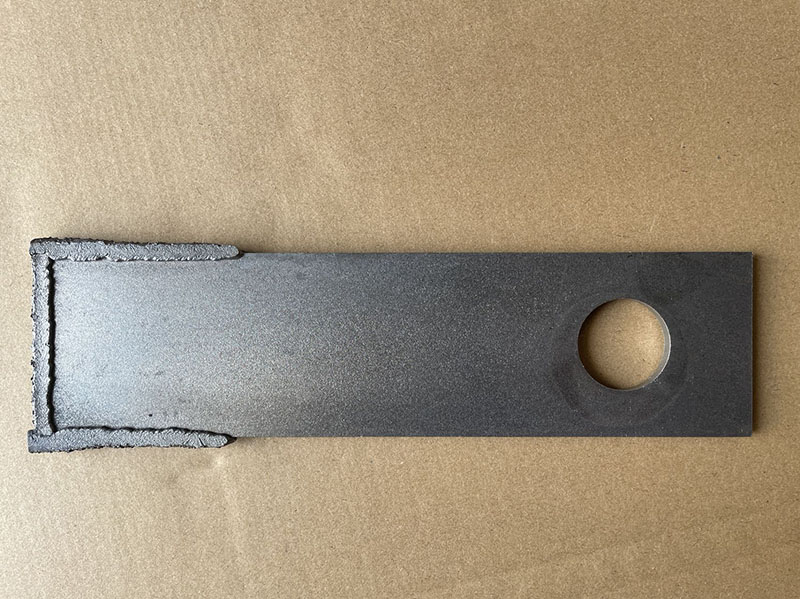
شفرة مطرقة من كربيد التنجستن بفتحة واحدة


تصلب الدرجات
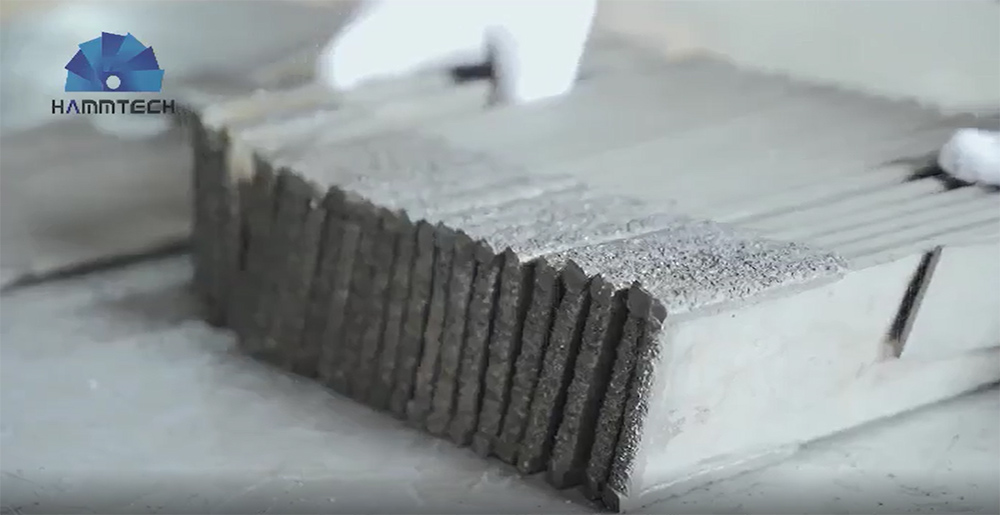
تُغطى حواف شفرة المطرقة العاملة بطبقة من سبيكة كربيد التنجستن، بسماكة تتراوح بين 1 و3 مم. ووفقًا لنتائج الاختبار، فإن عمر خدمة شفرات المطرقة المصنوعة من سبيكة كربيد التنجستن الملحومة والمكدسة أطول بـ 7 إلى 8 مرات من عمر شفرات المطرقة المصنوعة من سبيكة 65Mn المُقساة بالكامل، إلا أن تكلفة تصنيع الأولى تزيد عن ضعف تكلفة الأولى.
دقة التشغيل الآلي
المطرقة جزءٌ يدور بسرعة عالية، وتؤثر دقة تصنيعها بشكل كبير على توازن دوّار المطحنة. يُشترط عمومًا ألا يتجاوز فرق الكتلة بين أي مجموعتين من المطارق على الدوّار 5 غرامات. لذا، يجب التحكم بدقة في دقة المطرقة أثناء عملية التصنيع، وخاصةً عند صقل مطارق كربيد التنجستن، حيث يجب ضمان جودة عملية الصقل بدقة متناهية. يجب تركيب شفرات المطرقة في مجموعات، ولا يُسمح بالتبديل العشوائي بين المجموعات.
الكمية والترتيب
يؤثر عدد وترتيب شفرات المطرقة على دوار مطحنة المطرقة على توازن الدوار، وتوزيع المواد في غرفة التكسير، وتجانس تآكل المطرقة، وكفاءة الكسارة.
يتم قياس عدد شفرات المطرقة بعدد شفرات المطرقة لكل وحدة من عرض الدوار (كثافة المطرقة)، إذا كانت الكثافة كبيرة جدًا بحيث لا يستطيع الدوار بدء عزم الدوران، فسيتم ضرب المادة مرات أكثر، وسيتم تقليل إنتاج الطاقة بالكيلوواط ساعة؛ أما إذا كانت الكثافة صغيرة جدًا، فسيتأثر إنتاج الكسارة.
يشير ترتيب شفرات المطرقة إلى العلاقة المكانية بين مجموعات الشفرات على الدوار، وكذلك بين الشفرات داخل المجموعة الواحدة. ويُعدّ هذا الترتيب الأمثل لتحقيق المتطلبات التالية: عند دوران الدوار، لا يتكرر مسار كل شفرة؛ لا تنزاح المادة إلى جانب واحد في حجرة التكسير أسفل الشفرات (باستثناء حالات خاصة)؛ يكون الدوار متوازنًا من حيث القوة، ولا يهتز عند السرعات العالية.

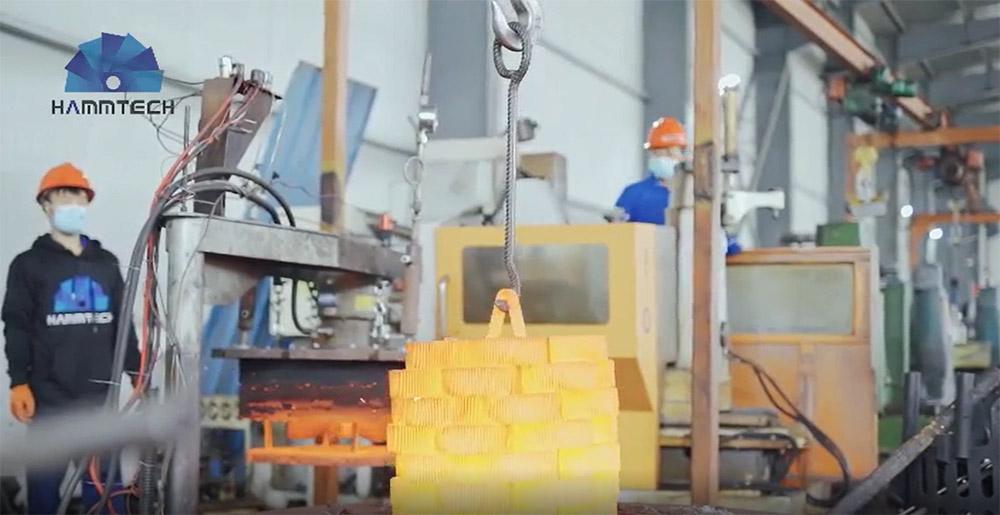
مبدأ العمل
تدور مجموعة من شفرات المطرقة من خلال توصيل الطاقة، وبعد الوصول إلى سرعة معينة، يتم سحق المواد التي يتم إدخالها إلى الآلة (تكسير القطع الكبيرة إلى قطع صغيرة)، وتحت تأثير المروحة، يتم إخراج المواد المسحوقة من الآلة من خلال ثقوب الشاشة.
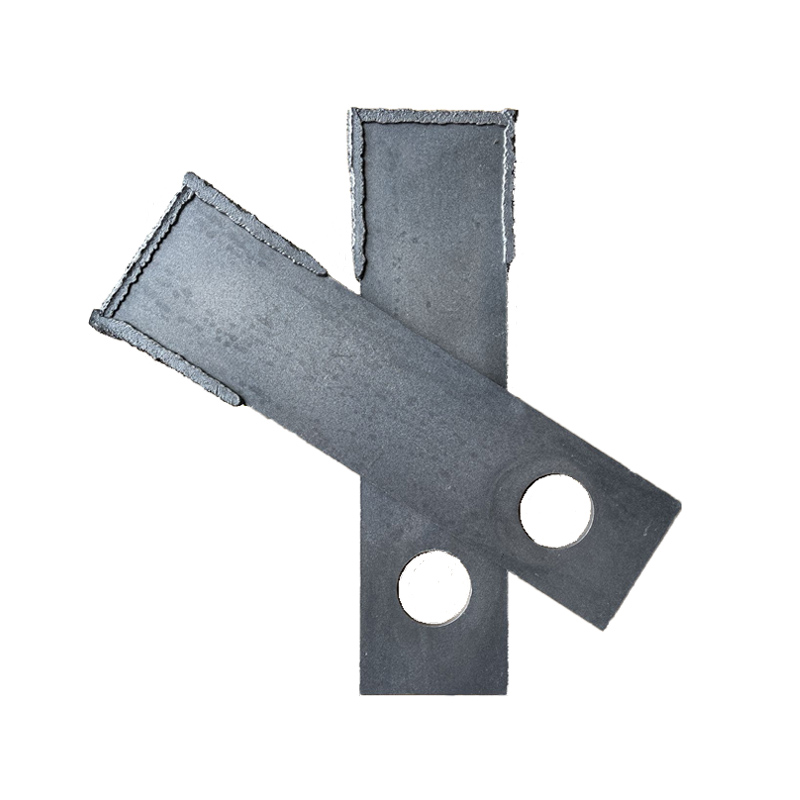
استبدال المنتج
شفرة المطرقة هي جزء عامل في الكسارة يضرب المواد مباشرة، ولذلك فهي الجزء الأسرع تآكلاً والأكثر استبدالاً. عند تآكل زوايا العمل الأربع لشفرات المطرقة، يجب استبدالها في الوقت المناسب.